
 针对上述问题,对卫板进行了改进。改进后的卫板如图2所示,由五个滚动导卫轮组成的一个滚动表面。由于滚动导卫轮用GGr15做成,淬火后硬度可达55~60HRC,比带钢高,又是滚动接触,所以,生产中很难拉出细小的长槽,一般只有第一个滚动轮用上30~50天后才会拉出一些细小的长槽,这时只需更换滚动导卫轮。改进效果
针对上述问题,对卫板进行了改进。改进后的卫板如图2所示,由五个滚动导卫轮组成的一个滚动表面。由于滚动导卫轮用GGr15做成,淬火后硬度可达55~60HRC,比带钢高,又是滚动接触,所以,生产中很难拉出细小的长槽,一般只有第一个滚动轮用上30~50天后才会拉出一些细小的长槽,这时只需更换滚动导卫轮。改进效果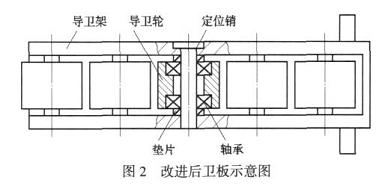 滚动卫板使用后,带钢在轧制过程中出现的拉断现象不再发生,带钢产量大大提高,四辊精轧机由每月生产成品300t左右提高到400t左右,六辊精轧机由每月轧制量800t提高到1000t左右。而且钢表面质量大为改善,由Ⅱ级上升到Ⅰ级。四辊及六辊精轧机原来球墨铸铁卫板每年消耗550块左右,按每块50元计算,每年消耗费用要27500元,而改进后两块滚动卫板可用几年,中间只要每月更换2~3个导卫轮,使得生产成本月降低2200元。(林逸)
滚动卫板使用后,带钢在轧制过程中出现的拉断现象不再发生,带钢产量大大提高,四辊精轧机由每月生产成品300t左右提高到400t左右,六辊精轧机由每月轧制量800t提高到1000t左右。而且钢表面质量大为改善,由Ⅱ级上升到Ⅰ级。四辊及六辊精轧机原来球墨铸铁卫板每年消耗550块左右,按每块50元计算,每年消耗费用要27500元,而改进后两块滚动卫板可用几年,中间只要每月更换2~3个导卫轮,使得生产成本月降低2200元。(林逸)
| 名称 | 最新价 | 涨跌 |
|---|---|---|
| 螺纹钢 | 3750 | - |
| 低合金板卷 | 4140 | -20 |
| 低合金中板 | 4020 | -10 |
| 螺旋管 | 4630 | -10 |
| 槽钢 | 4080 | - |
| 热镀锌卷 | 5140 | - |
| 冷轧卷板 | 13490 | - |
| 冷轧无取向硅钢 | 4800 | - |
| 焊丝 | 4600 | - |
| 钼铁 | 236000 | -6,500 |
| 低合金方坯 | 3600 | -10 |
| 铁精粉 | 1170 | +20 |
| 二级焦 | 2720 | - |
| 黄金 | 550 | 5 |
| 中废 | 2060 | 0 |

028-83105100
(周一至周五 9:00-18:00)

扫码下载
免费看价格

