
| 中文名称 | 镜面抛光液 | 用途 | 清除不锈钢 |
|---|---|---|---|
| 特点 | 化学抛光 | 包装 | 塑料瓶 |
用途:清除不锈钢(螺丝、挂件、小五金、装饰品等)冷轧、冲压过程中产生的油污和氧化皮,光亮美观。
特点:化学抛光,去油抛光一次完成,快速方便,经济高效,光亮度很好。
用法:将二合一抛光液按1:20-50的比例,加水配成工作液,振动抛光或滚动抛光,时间约15分钟,清水冲净,离心甩干或风干、晾干。
注意:适用于轻度油物的工件,抛光液是浓缩液,抛光时的加水比例根据实际材质情况而定。勿入眼、口,如误触,立即清水冲洗。
包装:塑料瓶:1千克/瓶、24瓶/箱;塑料桶:25千克/桶,40千克/桶。
| 市场价 | 信息价 | 询价 |
用途:用于不锈钢紧固件、渔具配件、链条、挂件、弹簧、小五金等不锈钢制品加工后抛光
特点:由清洗剂、光亮剂、缓蚀剂、表面活性剂等复配而成,镜面光泽,泡沫丰富,效力持久。
用法:1、本产品主要功能是抛光,工件抛光时分两步法:第一步除油,第二步使用本品进行抛光
2、配液:将抛光液(06204)按零件重量的1-2%倒入装有不锈钢零件的滚筒中,然后加入与 抛光液同样重量的水(也就是抛光液:水=1:1稀释后使用)。
3、处理过程:滚筒滚动抛光,时间以工件光亮为准,约0.5-1小时,将抛光液排除,用水冲洗干净,离心甩干、风干或晾干即可。
4、 根据工件的表面粗糙状况,可配合磨料(如抛光块等)使用。
注意:1、本品呈酸性,勿入眼、口;对皮肤有轻微腐蚀,如接触用清水冲洗干净。2、阴凉处密封保存长期有效。
包装:塑料瓶:1千克/瓶、24瓶/箱;塑料桶:25千克/桶,40千克/桶
用途:清除不锈钢(螺丝、挂件、小五金、装饰品等)冷轧、冲压过程中产生的氧化皮,光亮美观。
特点:化学抛光,快速方便,经济高效,光亮度很好,超过市场同类产品。
用法:在滚筒中,用金属清洗液"按1:20的比例加90度热水,加入需抛光的工件,滚动5-15分钟,把油污清洗干净;将抛光液按1:20-50的比例,加水配成工作液,振动抛光或滚动抛光,时间约15分钟,清水冲净,离心甩干或风干、晾干。
注意:抛光工件必须先彻底除油;抛光液是浓缩液,抛光时的加水比例根据实际材质情况而定。
包装:塑料瓶:1千克/瓶、24瓶/箱;塑料桶:25千克/桶,40千克/桶。
镜面抛光的程序是?
一、磨光工序磨光的目的是为了获得平整光滑的磨面。此时磨面上还留有极细而均匀的磨痕。磨光分为粗磨和细磨两种。1.粗磨 粗磨是将粗糙的表面和不规则外形修正成形。2.细磨 经过粗磨后金属表面尚有很深的磨痕,...
镜面抛光的化学抛光推荐方法:
一、不锈钢抛光液用途:清除不锈钢(螺丝、挂件、小五金、装饰品等)冷轧、冲压过程中产生的氧化皮,光亮美观。特点:化学抛光,快速方便,经济高效,光亮度很好,超过市场同类产品。用法:在滚筒中,用金属清洗液”...
不锈钢镜面抛光液的用途及特点是什么
用途:清除不锈钢(螺丝、挂件、小五金、装饰品等)冷轧、冲压过程中产生的氧化皮,光亮美观。 特点:化学抛光,快速方便,经济高效,光亮度很好,超过市场同类产品。
水磨石镜面抛光该怎么处理?
你好,水磨石地面硬化抛光处理要使用纳路特捍甲混凝土密封固化剂和捍丝混凝土密封固化剂。纳路特混凝土密封固化剂又称为水磨石地面密封固化剂。
镜面抛光有什么技巧?
镜面抛光不仅增加工件的美观,还可以使模具拥有其它优点,如使塑料制品易于脱模,减少生产注塑周期等。但是镜面抛光也是要讲究技巧的,不能单纯地追求快,这样反而会适得其反,不但浪费了时间,而且达不到自己想要的...
用途:用于不锈钢紧固件、渔具配件、链条、挂件、弹簧、小五金等不锈钢制品加工后抛光, 和不锈钢滚筒抛光液(00112)相比较:酸度更强,更适合于抛光带有氧化皮层或表面粗糙值更高的工件。
特点:本品由清洗剂、光亮剂、缓蚀剂、表面活性剂等复配而成,显著提高了不锈钢零件的表面光亮度,使零件光亮美观, 机械和化学抛光相结合,经济高效,光亮度好。
用法:、1、本产品主要功能是抛光,兼有速效除氧化皮性能,可配合不锈钢滚筒抛光液(06204)使用,第一步用本品滚光清除表面毛刺、氧化皮、沙眼等,第二步使用不锈钢滚筒抛光液(06204)进行抛光,光泽更好,亦可单独使用。
2、配液:将研磨抛光液按零件重量的2-3%(或根据氧化层情况加量)倒入装有不锈钢零件的滚筒中,然后加入两倍水(也就是抛光液:水=1:1~2稀释后使用)。
3、 处理过程:滚筒滚动抛光,时间以工件光亮为准,约1-2小时,将抛光液排除,用水冲洗干净,离心甩干、风干或晾干即可。
4、据工件的表面粗糙状况,针对粗糙值大的工件如不锈钢链条等,可配合磨料(如抛光块等)使用,适当延长滚光时间。
注意:1、本品呈酸性,勿入眼、口;对皮肤有腐蚀,如接触用清水冲洗干净。2、阴凉处保存,长期有效。
包装:塑料瓶:1千克/瓶、24瓶/箱;塑料桶:25千克/桶,40千克/桶。
针对一些不规则形状的工件,如凹凸面、曲面以及齿轮状工件的镜面抛光,传统研磨抛光方法很难达到光洁度Ra0.2以下的效果。下面介绍两种比较实用的镜面抛光方法:
一、使用磨粒流进行镜面抛光
1、如下图所示,先清理磨粒流设备工作台,打扫干净后,将半流体磨料填入缸体,填满即可。

2、将加工件装入夹具,夹具内有固定的嵌入孔,按照嵌入孔嵌入工件即可。完毕后,将夹具固定在法兰盘上,如下图。
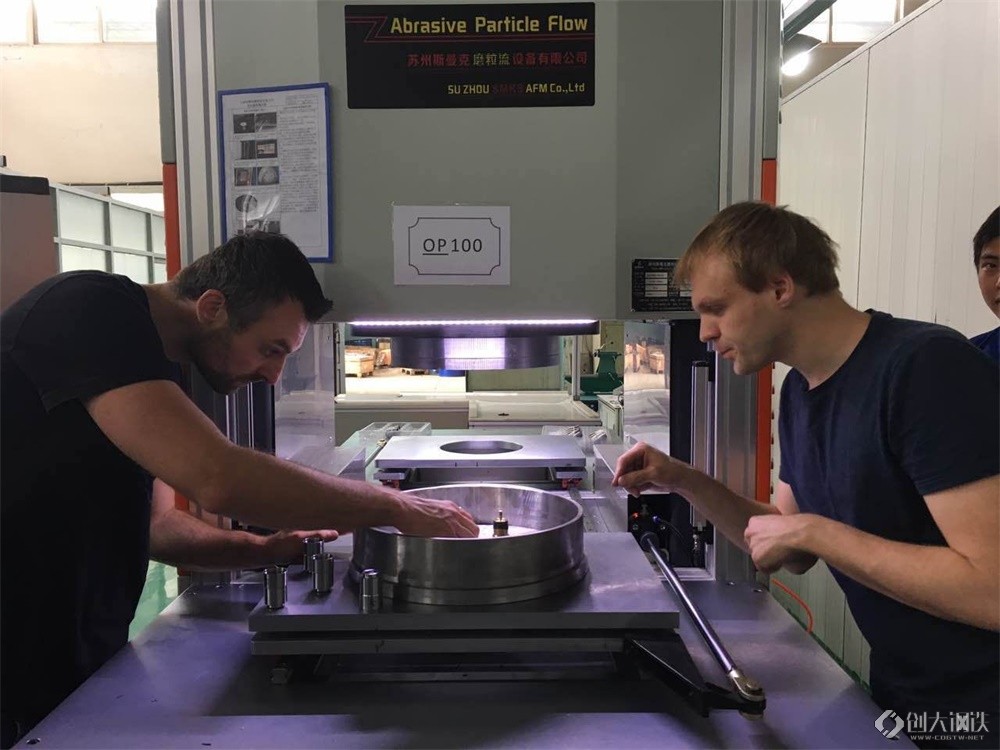
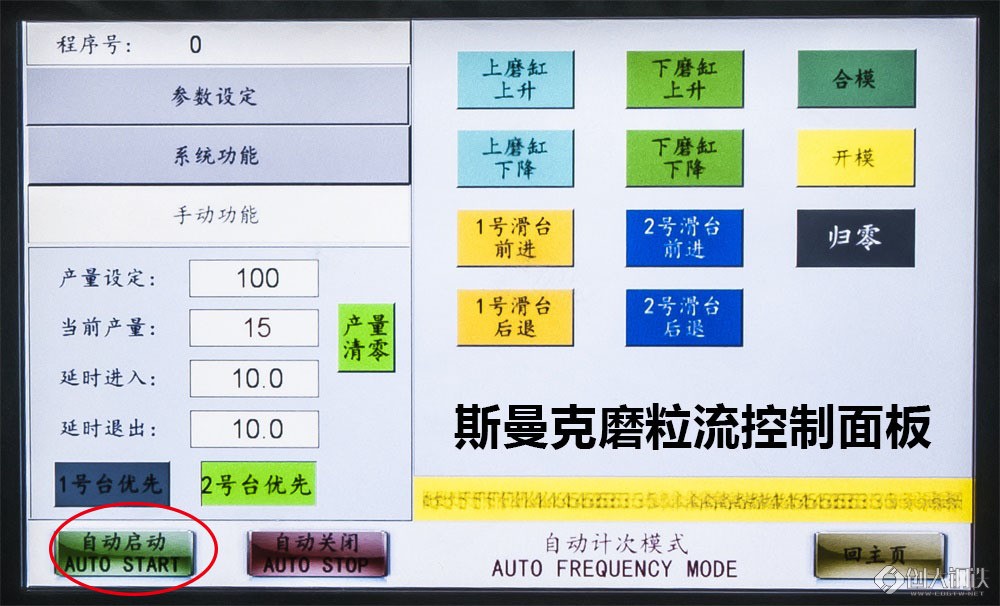
3、下图为参考参数设定,具体参数要根据加工件的情况设定。设定好参数之后,按下自动启动即可在1-2分钟内完成镜面抛光。
二、使用抛光液进行镜面抛光
1、对加工件进行除油:可以用清水加入少许清洗剂清洗,或使用高速水冲洗。

2、将抛光液加水稀释:按加工件重量的1-2倍放入抛光液,然后再加入抛光液1-2倍重量的水,进行稀释。

3、将加工件和稀释好的抛光液倒入滚筒中,加工0.5-1小时,至抛光液滤出,工件甩干为止。

注意事项:
1、使用抛光液进行镜面抛光前,需先确定加工件是否耐腐蚀
2、磨粒流磨料请勿接触其他液体,如水、抛光液等
镜面抛光的标准分为四级:AO=Ra0.008μm,A1=Ra0.016μm,A3=Ra0.032μm,A4=Ra0.063μm,由于电解抛光、流体抛光等方法很难精确控制零件的几何精确度,而化学抛光、超声波抛光、磁研磨抛光等方法的表面质量又达不到要求,所以精密零件的镜面加工还是以机械抛光为主。如:不锈钢表带、手表壳、手机外壳、MP3外壳、模具加工、钻石等
不锈钢镜面抛光
机械磨光(硬质合金,热处理后部件)、抛光及滚光(高中碳钢);
化学抛光(纯铁纯件,不锈钢);
电化学抛光(电解抛光),(纯铁,不锈钢);
不锈钢/纯铁表面经机械磨光、抛光、滚光及电解抛光后,通过MJ353制剂化学处理,不受外力影响,通过分子作用力的化学反应对其表面进行微观处理,消除毛刺,平整水纹痕迹,直接效果达到不锈钢镜面的光线散射减弱,成像更清晰;水纹现象减弱或消除;本品具抛光及钝化功能,适用于对不锈钢表面要求高度镜面效果的产品。


028-83105100
(周一至周五 9:00-18:00)

扫码下载
免费看价格

