八钢1750mm热轧精轧机工作辊切水装置的改进
发布时间:2010-03-05 08:14
作者:互联网
来源:
40
热轧薄板生产过程中,大量
轧辊冷却水在
带钢表面的滞留,会造成带
钢宽度方向温度不均的现象,进而影响带
钢板形
控制和轧制稳定性。这一问题在
热轧薄板的
精轧机组尤为突出,故在各架精轧机
出口均设置有切水板装置,用来将大部分冷却水从两边引导开,避免其流入轧件表面。
八钢热轧薄板原切水装置封水效果较差,沿上
工作辊长度方向上的漏水较多,导致带钢的温度均匀性无法满足正常轧制的
需要。针对这一问题,通过现场观察并结合理论分析,对切水装置进行了改进。存在的问题:(1)切水板
支架端面
定位与
工作辊轴线偏差,导致切水板板面与工作辊轴线存在一个偏差角β。(2)下切水板支架端面定位存在一个偏差角后导致上切水板同步存在偏差角β。(3)上切水板压紧汽缸不能作用在中心点时,导致上切水板不能有效的切合在上工作辊辊面上,不能良好的和上工作辊吻合。问题解决方法(1)增加
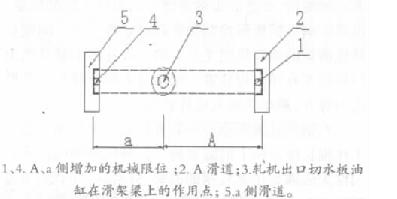
机械限位的方法。在下切水板滑架横梁的滑道端面处增加机械限位1、4,以调节两侧动作不同步造成的偏差角β。(2)机械限位的工作原理。当切水板在换辊位向轧制位动作时,因如下图所示因
油缸3作用点在a侧,使a侧的滑架沿滑道5首先到达机械限位4上,之后a侧停止运动;在油缸3的继续向前动作下,使A侧的滑架沿滑道2继续向前运动,当A侧与机械限位1接触后油缸3停止动作。(3)机械限位的调节方法。在切水板停留在轧制位后,检查下切切水板的
水平度,如果切水板a侧较高,可以通过增加机械限位4的长度,降低a侧的高度;反之可以增加A侧的机械限位1的长度升高切水板a侧的高度;通过这种方法控制下切水板两侧的高度相对水平。(子云)
备注:数据仅供参考,不作为投资依据。





