
| 中文名称 | 凸尾带钢 | 外文名称 | AOWEI |
|---|
重要的钢材,他们包含以下成分:
碳(Carbon)-存在于所有的钢材,是最重要的硬化元素。有助于增加钢材的强度,我们通常希望刀具级别的钢材拥有0.5%以上的碳,也成为高碳钢。
钢
铬(Chromium)-增加耐磨损性,硬度,最重要的是耐腐蚀性,拥有13%以上的认为是不锈钢。尽管这么叫,如果保养不当,所有钢材都会生锈的。
锰(Manganese)-重要的元素,有助于生成纹理结构,增加坚固性,和强度、及耐磨损性。在热处理和卷压过程中使钢材内部脱氧,出现在大多数的刀剪用钢材中,除了A-2,L-6和CPM420V。
钼(Molybdenum)-碳化作用剂,防止钢材变脆,在高温时保持钢材的强度,出现在很多钢材中,空气硬化钢(例如A-2,ATS-34)总是包含1%或者更多的钼,这样它们才能在空气中变硬。
镍(Nickle)-保持强度、抗腐蚀性、和韧性。出现在L-6AUS-6和AUS-8中。
硅(Silicon)-有助于增强强度。和锰一样,硅在钢的生产过程中用于保持钢材的强度。
钨(Tungsten)-增强抗磨损性。将钨和适当比例的铬或锰混合用于制造高速钢。高速钢M-2中就含有大量的钨。
钒(Vanadium)-增强抗磨损能力和延展性。一种钒的碳化物用于制造条纹钢。在许多种钢材中都含有钒,其中M-2,Vascowear,CPMT440V和420VA含有大量的钒。而BG-42与ATS-34最大的不同就是前者含有钒。
| 市场价 | 信息价 | 询价 |
钢
钢:指含碳量小于2%的铁碳合金。根据成分不同,又可分为碳素钢和合金钢。根据性能和用途不同,又可分为结构钢、工具钢和特殊性能钢。钢是含碳量在0.04%-2.3%之间的铁碳合金。我们通常将其与铁合称为钢铁,为了保证其韧性和塑性,含碳量一般不超过1.7%。钢的主要元素除铁、碳外,还有硅、锰、硫、磷等。其它成分是为了使钢材性能有所区别。
窄带钢,中宽带钢和宽带钢的区分是什么
钢带是宽度一定而长度极长的带状钢材,大多卷成卷状,称带钢。宽度不小于600毫米的是宽带钢,宽度小于600毫米的为窄带钢。没有中宽这个说法。
请问窄带钢、中宽带钢的 规格
看用在哪
带钢基础算量
你说的是杯型基础,他只和集水坑相似,但不是集水坑那个形式的,只能按杯型基础计算, 集水坑不是独立的基础构件,它必须依附于筏板基础而存在,没有筏板基础,你是没有办法布置集水坑的图元的。 杯型基础可以...
首先只所以叫钢带是因为这类型材是带状的,说的俗点像我们腰上糸的皮带状,冷轧钢带在加工成型时原料是在常温状态下进行的,所以这种钢带的机械性能有些脆硬,有很好的弹性。热轧钢带在加工成型时原料是在高温下,即...
后浇带钢筋
设置的外墙后浇带是槽型外扩后浇带,有的外墙能自动识别出是槽型,但是有的外墙就识别的不对,怎么设置 答:选择不对的构件,属性编辑中修改:
摘要:本文主要介绍的应用于热轧带钢的宽度在线测量方法,带钢测宽仪应用于轧制现场,对带钢的宽度监测带来巨大便利的同时,提升了宽度精度。
关键词:热轧带钢;测宽仪;
引言热轧带钢宽度是检验带钢质量的一项重要指标,迄今为止,热轧带钢宽度的检测方法也在不断的演变,从人工抽检到在线检测,现在的测宽仪也更为智能化、自动化,能够在热轧带钢的生产线上进行高精度的尺寸在线检测。
1、测宽方法及选择从方法上说,宽度检测主要有机械接触式测宽法、电视测量法、线阵CCD测宽法、激光测宽法等。机械接触式测宽结构上比较复杂,其以光机扫描式测量为主,精度较低;电视测量法比较稳定,且结构相对简化, 但是精度仍然达不到要求;线阵 CCD测宽使探测系统不需要扫描运动部件,机械结构进一步简化,也增加了可靠性;激光测宽利用对称三角反射法的原理,所用主要器件也是CCD,提高了稳定性和精度。随着CCD技术的发展,目前基于CCD的光电测宽仪已应用于热轧带钢生产线,计算机视觉技术等现代信息理论和光电宽度检测技术的结合,进一步推进了热轧带钢光电测宽技术的发展。本文主要介绍了集光、机、电、计算机技术于一体的高科技带钢测宽仪,可实现对带钢传动的实时测宽。
2、带钢测宽仪带钢测宽仪采用双镜筒光电测头测量,双镜筒光电测头是由两组发射镜头和两组接收镜头组成的利用LED洁净光源和CCD成像法进行几何尺寸测量的测头。
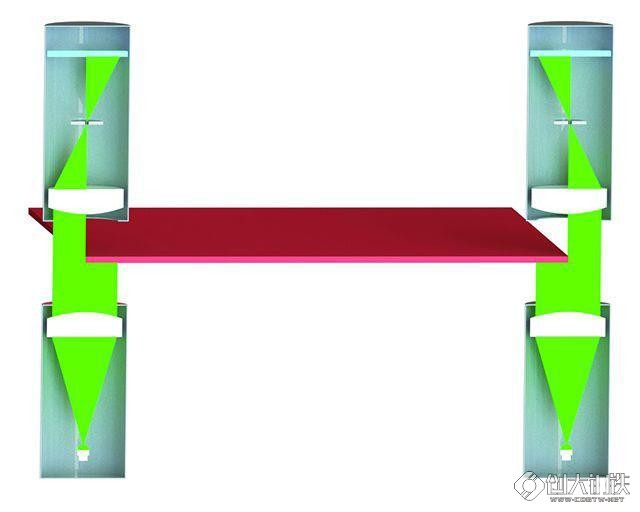
带钢测宽仪采用边缘检测法,实现热轧带钢宽度尺寸的在线检测,光电测宽仪分别对带钢的两个边缘尺寸进行检测,加上中间的固定尺寸,通过测宽仪的计算与处理,即可得到热轧带钢的尺寸值。
带钢测宽仪采用520nm波长的光源加上滤光镜片,能有效的滤除杂光,保证测量的精度,另外,将LED灯发出的光通过调节组的调节,使其变成远心平行光源,光源平行度好,从而精确测量得到带钢的边缘尺寸。另外测宽仪采用正压分流冷却防尘技术,并配合各种保护措施,保证带钢测宽仪在热轧带钢现场完成宽度尺寸的在线检测,并检测高温带钢宽度尺寸。
带钢测宽仪是一种光学传感器,因此,测量质量受环境因素的影响:测量窗口不干净;水蒸汽;带钢表面有水或氧化铁皮;带钢有缺陷;条件改变时相应的仪表参数需改变等;其他非环境因素也有可能影响测量质量:
* 测宽仪参数设定(软件设定)。
* 设备故障(测头坏掉,有污渍等)。
* 标定漂移,经过长时间之后,由于振动元件会改变它们原来的位置以及对准。
除此之外,带钢测宽仪必须对准并正确地放置在棍道上,使得被测带钢垂直于测头安装,且带钢在测头的中间位置附近,并需要恰当有计划的维护。
如现场环境恶劣,采用高压鼓风机进行吹扫,保证测头的清洁,避免水蒸气、粉尘、氧化铁皮等的干扰。在可在测头有污渍、水汽等时,及时采用柔软布料擦拭(如测头有划痕,则更换测头)。
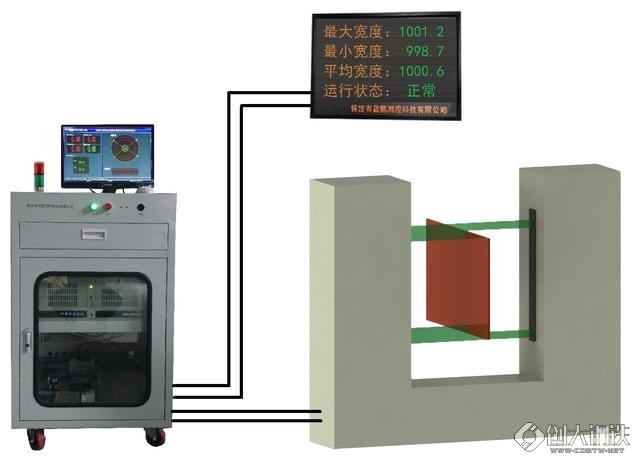
为了提高带钢测宽仪的环境适应性和性能稳定性,电路系统直接将采集到的原始数据传送至工控机计算。在带钢测宽仪及其安装现场只有一个信号采集电路和一些简单的通讯设施,避免了高温、粉尘和电磁干扰对计算电路的影响,提高了带钢测宽仪对现场环境的适应性。同时,减少了计算电路也等于减少了一个出故障的环节,使得全套设备的运行稳定性大大提高。
除此之外,带钢测宽仪采用多种技术,能实时高精的在线检测热轧带钢的宽度尺寸,保证测宽仪的稳定运行,保证测量宽度的准确性、实时性。
结语带钢测宽仪通过对热轧带钢宽度的实时测量,使工作人员及时调整带钢的生产状态,以保证生产的带钢能满足实际需要。带钢测宽仪电路经调试符合实际应用的需要,目前已经应用到热轧带钢制造的生产线上。现场使用效果表明,带钢测宽仪实现了非接触测量,检测精度髙,处理速度快,运行稳定,可以实现对钢带的实时测量,操作方便,维护简单,为热轧带钢的生产及质量检测带来巨大的便利。
看完本篇文章对热轧带钢的测量你有什么想法或者建议,尽管在文章下方留言或私信小编,有的留言小编这里不显示,无法做到及时回复。小编定竭尽所能与大家交流共享信息和经验。需要测量宽度、长度、厚度、外径的自动测量设备,均可在下方留言。
本文由保定市蓝鹏测控科技有限公司编写
小编公众号:lanpeng_cekong
第一台带钢热连轧机于1905年在美国投产,生产宽 200mm的带钢。带钢热轧机的技术经济指标优越,发展很快。在工业发达国家,1950年以前热轧宽带钢的产量约占钢材总产量的25%,70年代已达50%左右热轧带钢的原料是连铸板坯或初轧板坯,厚度为130~300mm。板坯在加热炉中加热后,送到轧机上轧成厚1.0025.4mm的带钢,并卷成钢卷。轧制的钢种有普通碳钢、低合金钢、不锈钢和硅钢等。其主要用途是作冷轧带钢、焊管、冷弯和焊接型钢的原料;或用于制作各种结构件、容器等。
带钢热轧机由粗轧机和精轧机组成。粗轧机组分半连续式、3/4连续式和全连续式三种:①半连续式有一台破鳞(去掉氧化铁皮)机架和 1台带有立辊的可逆式机架;②3/4连续式则除上述机架外,还有2台串列连续布置机架;③全连续式由6~7台机架组成。精轧机组均由5~7台连续布置的机架和卷取机组成。带钢热轧机按轧辊辊身长度命名,辊身长度在914mm以上的称为宽带钢轧机。精轧机工作辊辊身长度为1700mm的,称为1700mm带钢热轧机,这种轧机能生产1550mm宽的带钢卷。
宽带钢热连轧 采用的热连轧机的发展经历了三代:
第一代宽带钢热连轧机 最早的宽带钢热连轧机是1926年在美国投产的。采用四辊式轧机以提高刚性,生产宽而薄的产品。精轧机组的主电机为直流电机,用电动机-发电机组供电。这代轧机所用板坯厚150~200mm,宽1200~1550mm,长2.5~5m。从粗轧机出来的轧件厚度一般为20~30mm,精轧机最高速度为每秒钟8~10米。最大卷重小于10吨,单位宽度卷重约8kg/mm。年生产能力约60~200万吨1959年中国鞍山钢铁公司投产的1700mm半连续式轧机就属于这一类型。
第二代宽带钢热连轧机 1961年在美国投产,其特点是在轧机上采用增速轧制工艺。当带钢从精轧机出来,前端喂入卷取机后,精轧机、辊道和卷取机同时加速,使精轧机速度提高到每秒钟15~20m,单位宽度卷重达18~20kg/mm,卷重达30吨,年生产能力达400万吨。在这类轧机上采用了自动厚度控制,测厚和测宽仪表,完善的除铁鳞和带钢冷却控制系统,良好的速度控制系统和微张力活套装置。同时加大了轧机刚性和主电机功率,增设了快速换辊装置,并开始采用计算机控制系统,提高了表面质量和厚度的精度。
第三代宽带钢热连轧机 随着第二代轧机技术的成熟和应用,结合连铸机和步进式加热炉的发展,1970~1978年发展出第三代轧机。配合这类轧机的加热炉能加热重达45吨,长达15m的板坯。并可减少加热时产生的黑印,减少板坯表面划伤,每座炉子的加热能力达 300吨。单位宽度卷重达36kg/mm,最高轧制速度达每秒钟28.5m。年生产能力达600万吨。第三代轧机有下列特点:①减少粗轧机组的长度,节省设备和厂房投资,多数采用3/4连续式轧机。精轧机列由7个机架组成,进入精轧机列的轧件厚度为30~50mm。②轧制成品尺寸范围为 0.8~25mm,但其经济合理性尚需从全局考虑。③用液压弯辊装置控制板形并用带钢层流冷却以提高钢板质量。并试安装板形检测仪闭环控制板形。④采用计算机管理和控制全车间(从板坯库到成品库)的生产过程。⑤在降低能耗、提高作业率、改进产品质量、提高成材率等方面取得成就,如带钢的宽度公差达到±1mm,厚度公差达到0.05mm,废品率降到0.02%,氧化铁鳞损失降为 0.7%,切头量为0.05~0.1%,成材率达到99%。改进轧辊材质,采用轧制润滑油,延长了轧辊寿命;并装设快速换辊装置,使总换辊时间由总操作时间的10~15%减少到4%,有些车间的轧机作业率提高到90%。

| 名称 | 最新价 | 涨跌 |
|---|---|---|
| 高线 | 3920 | - |
| 热轧平板 | 4620 | - |
| 低合金中板 | 4090 | - |
| 镀锌管 | 5390 | - |
| 槽钢 | 4080 | - |
| 热镀锌卷 | 5140 | - |
| 热轧卷板 | 11300 | - |
| 冷轧无取向硅钢 | 5000 | - |
| 圆钢 | 3840 | - |
| 硅铁 | 6600 | 100 |
| 低合金方坯 | 3580 | - |
| 铁精粉 | 890 | - |
| 二级焦 | 2360 | - |
| 铝锭 | 20550 | -60 |
| 中废 | 2085 | 0 |

028-83105100
(周一至周五 9:00-18:00)

扫码下载
免费看价格

